1. 引言
粉粒物料运输车广泛应用于建材、化工、粮食等领域,其设计需满足以下需求:
- 运输效率:实现高装载率(容积利用率≥90%)与低剩余率(卸料残留≤0.3%)。
- 密闭环保:防止粉尘逸散,符合GB 16297-2023《大气污染物排放标准》。
- 操作便捷性:通过气压流化技术实现快速卸料(卸料速度≥1.2t/min)。
卧式结构相比立式罐车具有重心低、行驶稳定性好等优势,尤其适合长途运输与复杂路况。
2. 整车结构与工作原理
2.1 总体布局
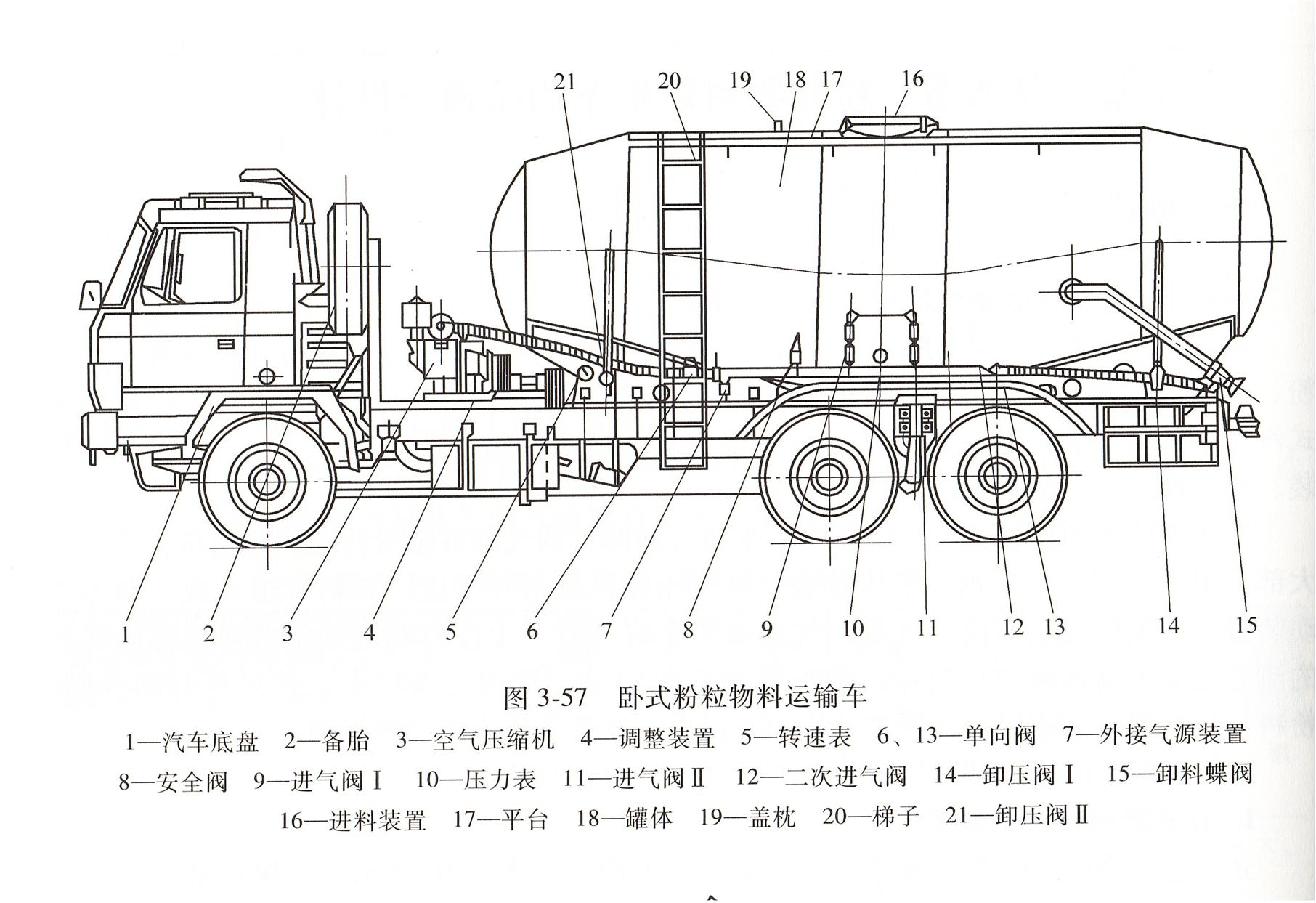
卧式粉粒物料运输车由以下核心部件构成:
- 罐体系统:承载物料的主体结构,通常为圆柱形或椭圆形截面。
- 流化床装置:包括多孔板、流化气囊及进气管道,用于物料流态化。
- 气压卸料系统:由空压机、储气罐、控制阀组及卸料管道组成。
- 底盘与行走机构:低重心车架与多轴悬挂系统,适配高载重需求。
2.2 工作流程
1. 装载:通过顶部进料口重力填充物料。
2. 运输:罐体密闭,内部气压维持常压。
3. 卸料:启动空压机,气流经流化床使物料流态化,沿卸料管输送至目标储仓。
3. 罐体结构设计
3.1 罐体几何参数
- 截面形状:
- 圆形截面:结构强度高,适用于高压卸料(工作压力≤0.2MPa)。
- 椭圆形截面:降低重心并增大容积,长轴与短轴比建议为2:1。
- 倾角设计:罐体尾部向下倾斜8°~12°,利用重力辅助卸料。
3.2 流化床设计
- 多孔板布置:
- 材料:304不锈钢或高分子聚乙烯(耐磨性≥HRC50)。
- 孔径与开孔率:孔径1.5~2mm,开孔率15%~20%,确保气流均匀分布。
- 流化气囊:
- 采用丁基橡胶材质,耐压≥0.25MPa,气囊间距≤500mm。
3.3 防残留结构优化
- 罐内导流板:
- 在罐体侧壁焊接螺旋导流板,引导物料向卸料口聚集。
- 振动辅助装置:
- 安装气动振动器(频率20~30Hz),减少物料结拱现象。
4. 气压卸料系统设计
4.1 空压机选型
- 根据罐体容积与卸料速率计算所需气流量:
Q = \frac{V \cdot \rho \cdot k}{t}
其中,\( V \)为罐体容积(m³),\( \rho \)为物料密度(t/m³),\( k \)为安全系数(取1.2~1.5),\( t \)为目标卸料时间(min)。
- 示例:容积40m³的水泥运输车,选配排量10m³/min螺杆空压机。
4.2 管道与阀门设计
- 卸料管道:
- 内壁抛光处理(粗糙度Ra≤0.8μm),弯头采用大曲率半径(R≥5D)减少压损。
- 控制阀组:
- 蝶阀(通径DN150)与球阀组合,响应时间≤2s,密封等级达到ISO 5208 Class VI。
5. 底盘与轻量化设计
5.1 底盘承载结构
- 采用高强度钢(Q550E)焊接车架,纵梁截面高度≥300mm,横梁间距≤800mm。
- 轴荷分配需符合GB 1589-2016,三轴车型总质量限值≤40吨。
5.2 轻量化技术
- 材料替代:
- 罐体采用铝合金(5083-O)替代碳钢,减重30%且耐腐蚀性提升。
- 结构拓扑优化:
- 基于有限元分析(FEA)对支撑结构进行镂空设计,应力集中区域加强补强板。
6. 安全与环保设计
6.1 粉尘防爆措施
- 静电消除:罐体接地电阻≤4Ω,卸料管采用导电软管(表面电阻≤1×10⁶Ω)。
- 泄爆装置:罐顶安装爆破片(爆破压力0.03MPa),符合GB/T 15605-2023《粉尘防爆安全规程》。
6.2 密闭性保障
- 密封结构:
- 进料口采用双层硅胶密封圈,法兰连接处使用石墨缠绕垫片。
- 负压除尘:
- 在卸料口连接布袋除尘器(过滤效率≥99.5%)。
7. 制造工艺与质量控制
7.1 焊接工艺
- 罐体纵缝采用埋弧焊(SAW),焊丝选择H08MnA,层间温度控制≤150℃。
- 流化床多孔板采用激光切割,孔径公差±0.1mm。
7.2 检测标准
- 气密性试验:加压至0.24MPa,保压30分钟,压降≤5%。
- 残留率测试:装载水泥35吨,卸料后称重剩余量≤100kg。
8. 案例分析:某水泥运输车卸料效率优化
8.1 问题描述
某型号车辆卸料速度仅0.8t/min,且罐体尾部残留达1.2%,无法满足客户需求。
8.2 改进方案
- 流化床重构:将单层多孔板改为双层错位布置,开孔率提升至22%。
- 管道升级:更换为内衬陶瓷复合钢管,降低摩擦系数。
8.3 效果验证
改进后卸料速度提升至1.5t/min,残留率降至0.25%,能耗降低18%。
9. 结论与展望
卧式粉粒物料运输车的设计需兼顾结构强度、流化效率与环保要求。未来发展趋势包括:
- 智能化控制:集成物联网(IoT)实时监测罐内压力、温度及物料余量。
- 新材料应用:碳纤维增强复合材料(CFRP)罐体进一步实现轻量化。
相关文章
- 2025-08-26麟工专用汽车(海口)有限公司营业执照
- 2025-08-12破局者生,守旧者困:在时代转势中寻找企业生路
- 2025-07-28车架组焊及涂装工艺流程(三道喷涂工艺)
- 2025-07-24大件运输装备设计:从逆向逻辑到模块化创新
- 2025-07-24半挂车设计的未来蓝图:构建“安全、高效、绿色、智能”四维体系
- 2025-07-21十二线二十四轴液压轴线车
- 2025-07-18变革的推动者:中誉重工企业愿景解析
- 2025-07-17中誉重工的管理宗旨:高效、专业、个性化服务的核心价值解析
- 2025-07-17中誉重工的项目化管理之道:低成本、高质量、准时交付
- 2025-07-16升维制胜:中誉重工如何让竞争消失
 官方微信平台
官方微信平台